 Considering that a fiber laser is capable of a two fold increase in cut part volumes as compared to CO2, how then can a fabricator keep up with the increased productivity downstream? Today’s modern press brakes have evolved to be even more productive than they were just several years ago.
Considering that a fiber laser is capable of a two fold increase in cut part volumes as compared to CO2, how then can a fabricator keep up with the increased productivity downstream? Today’s modern press brakes have evolved to be even more productive than they were just several years ago.
A careful analysis of the bending process needs to take place to determine where there might be opportunities to improve productivity.
Offline Programming advances increase bending capacity:
Let’s take a look at some of the advances that have occurred in press brake technology. First and foremost the biggest single contributor to gaining additional press brake bending capacity is the advances in offline programming. Even an older brake can gain considerable bending capacity by just switching to offline programming. Instead of using a $200,000 machine for programming, it can now be utilized for its intended purpose… to bend parts. In addition, programs that use the same tooling can be identified in advance and sequenced accordingly, reducing the number of tooling changes.
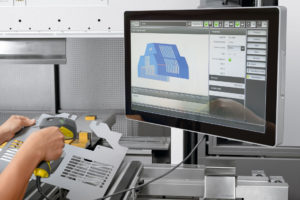
When it comes to tooling setups there are some really nice advances:
–Which tools to utilize are already part of the offline programming data and can be identified either through hardcopy or directly at the graphic display on the machine.
–Laser scanners ensure that the correct program is loaded for each job. Front loading segmented tooling is also a major step in that most tools can now be inserted directly at their intended positions within a few seconds vs loading from the ends.
–Hydraulic clamping systems secure all the tools quickly at the press a button.
–LED positioning lights on the ram verify the tooling positions are and the active bending station location.
Time-saving technologies:
The next big time savers come into play once the press brake starts the active bending program. Wide-view safety cameras enable faster approach, bending and retract speeds without compromising operator safety. Dynamic hydraulic crowning cylinders ensure that crowning takes place only where it is needed on the table and hydraulic pressure sensors monitor force and stroke requirements for each bend regardless of tensile strength or thickness variations. This creates consistent bend angles across the entire part regardless of material properties, bending length or tool positions and also enables the use of multiple bending stations without worrying about off-center bending effects. If the first part bent is a good part, then you are already on your way to being able to transition from job to job with minimal corrections and adjustments.
Servo-electric vs hydraulic press brakes:
Not to be overlooked, servo-electric brakes also represent major press brake advancements as they are capable of bending up to two times faster than hydraulic brakes, making them the perfect complement to the productivity capabilities of a fiber laser.
For certain, there are opportunities to be realized with these new press brake technologies. As requirements are different for each production environment, the extent of implementing these new technologies is based on being able to maintain the pace within your fabrication process.
By Frank Arteaga, Head of Product Marketing, NAFTA Region
Bystronic Inc., Elgin, IL – Voice.bystronic@bystronic.com