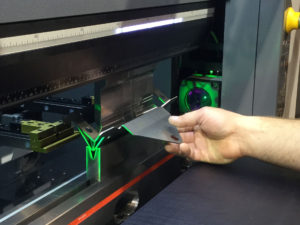
Achieving Higher Productivity at the Press Brake
Press brakes are typically the location of bottlenecks in the metal fabrication process. Here, every aspect of the process must be looked at. For example, the importance of utilizing correctly sized press brakes based on the size of the parts being produced. Utilizing a larger brake for smaller parts and thinner materials, not requiring the higher tonnage, takes longer due to the larger mass and slower speed and acceleration of the larger brake.
In contrast, utilizing a smaller high-speed brake with a smaller mass and faster speed and acceleration will produce at least two times more parts within the same unit of time. This is a step in the right direction towards achieving higher productivity at the press brake, but there is much more to address.
Implementing Offline Programming
Implementation of offline programming is a major step towards reducing the non-productive time at the press brake. With offline programming, as the programmer creates the programs either from 3D models or from drawings, the exact punches and dies will also be taken into consideration for determining the application of the correct bend deduction and the overall dimension of the flat blank. The programmer can also simulate the bending sequence to make sure there are no collisions before the program is sent to the press brake. Once at the brake, if the operator wishes to change the order they can still do so by utilizing a drag and drop re-sequencing of the bending order. This results in higher green light time for bending and far less involvement with non-productive time.
Tooling Considerations for Reducing Setups and Non-productive Bending Time
First and foremost is the location of the tooling. If the operators have to walk away from the brake to get the tooling, this adds considerable non-productive time, as tooling is often heavy and may take several trips to gather all of the required tooling. Better to locate the tooling directly within reach of the operator with a roller tooling cabinet or even better, when it is stored directly at the press brake.

Efficient Press Brake Tooling Storage
Secondly, is the use of hydraulic clamping systems for quick change tooling. With these systems, tooling changeovers times are very fast, as it takes only the press of a button to release and also to secure the tooling to the press brake ram and table. With manual clamping systems, the changeover takes longer as each individual punch and die must be released and then re-secured manually by the operator.
Thirdly, another opportunity with tooling setups is to make sure that the bending programs are sequenced for the least amount of tooling changeovers. In this way, all of the programs that require a specific tooling set are placed in sequence, reducing the non-productive time required for tool changes.
Seeing Results
Implementing the above improvements should greatly improve the productivity levels at the press brake and relieve any bottlenecks that may have been previously evident in the fabrication process.
By Frank Arteaga, Head of Product Marketing, NAFTA Region
Bystronic Inc., Elgin, IL – Voice.bystronic@bystronic.com