 Dynamic hydraulic crowning for press brakes represents one of the most innovative advances to date in metal fabrication, and has contributed to increased productivity, reduced setup times and improved bend accuracies. Crowning for press brakes is required to ensure that equal force is being exerted between the tooling and the material. This is to ensure that equal and consistent angles are maintained along the length of the bend, regardless of the position on the press brake table. Since most of the force is exerted just below the location of the ram cylinders, it is important to have an equalizing characteristic (crowning) to ensure that the force is equally applied to the workpiece.
Dynamic hydraulic crowning for press brakes represents one of the most innovative advances to date in metal fabrication, and has contributed to increased productivity, reduced setup times and improved bend accuracies. Crowning for press brakes is required to ensure that equal force is being exerted between the tooling and the material. This is to ensure that equal and consistent angles are maintained along the length of the bend, regardless of the position on the press brake table. Since most of the force is exerted just below the location of the ram cylinders, it is important to have an equalizing characteristic (crowning) to ensure that the force is equally applied to the workpiece.
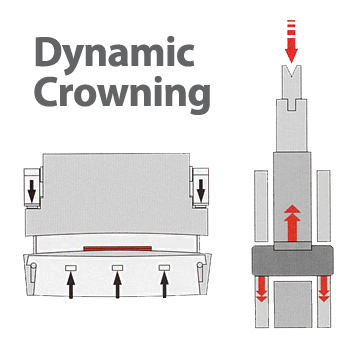
A dynamic crowning system does not use theoretical pre-crowning, but applies the correct crowning on the fly, based on direct feedback from the pressure sensors. So, whether you are bending a small piece off-center or a full length bend, the crowning is perfectly applied. The angles are correct every time and consistent along the entire bend length. A dynamic crowning system utilizes multiple hydraulic crowning cylinders located within the base frame, directly below the tool table. It exerts upward crowning compensation only in the location where the bend occurs, and with only as much compensation as is required. The applied crowning is calculated by the CNC, utilizing pressure feedback information directly from the pressure sensors located in the upper hydraulic ram cylinders.
As the material is pinched between the upper and lower tools, pressure sensors in the ram cylinders determine where the part is located via pressure feedback. It then automatically applies the correct crowning compensation with the lower crowning cylinders. The benefits are reduced setup times, increased productivity, and increased bending accuracy. With dynamic crowning, operators can place different tool stations along the table, regardless of position. In comparison, a mechanical crowning system works by pre-crowning the entire tool table prior to bending, based on theoretical calculations. The problem with mechanical crowning systems is that they use theoretical calculated values and are not capable of changing for such variables as length of bend and location of bend stations on the table. This variability causes more adjustments to be made because the crowning is insufficient, and effectively prohibits the use of multiple bending stations along the press brake table.
In contrast, dynamic hydraulic crowning permits multiple bending stations to be positioned along the table, resulting in faster part bending, greater accuracy, and the ability to use the same tooling setups for multiple jobs.
By Frank Arteaga, Head of Product Marketing, NAFTA Region
Bystronic Inc., Elgin, IL – Voice.bystronic@bystronic.com