 With today’s high speed fiber laser cutting systems producing 2 to 4 times more parts per unit of time, effectively managing your bending operations is critical to achieving higher productivity at the press brake. The easy solution is to just add more press brakes, but let’s look at current operations first. Only after a thorough review of the current bending processes can the need for new equipment be accurately assessed.
With today’s high speed fiber laser cutting systems producing 2 to 4 times more parts per unit of time, effectively managing your bending operations is critical to achieving higher productivity at the press brake. The easy solution is to just add more press brakes, but let’s look at current operations first. Only after a thorough review of the current bending processes can the need for new equipment be accurately assessed.
Available Bending Time
Set-up time is the most time consuming element in press brake operations simply because it is both a manual and a sequential operation. For this reason it is important that any and all set-up processes are looked at carefully. The goal is to increase the available bending time and reduce the non-productive process of set-up time. Any process that can be accomplished concurrently or offline to reduce set-up time needs to be evaluated.
Offline Programming
If you are still using the press brake for the programming of parts, this practice represents a large opportunity to reduce set-up times. While for years this was an acceptable practice, this is no longer the case given today’s bending demands. Eliminating programming at the press brake is one of the best practices that can be implemented in your press brake operations. Offline programming not only frees up valuable bending time at the press brake but also affords the opportunity for your programmer to optimize the jobs that will run based on the optimization of the tooling. If two or more jobs require the same tooling, it makes sense to optimize the use of that tooling so as to reduce the number of tooling changes.
Efficient Tooling Systems
Next to look at is the tool clamping system itself. Utilizing a hydraulic clamping system for the tooling has the advantage of securing all of the tooling with just the press of a button. Anyone using a manual clamping system is at a disadvantage in that each and every tool must be secured either through a lever or utilizing multiple screws at each tool location. Of course the press brake must be capable of accepting a hydraulic clamping system.
Utilizing a hydraulic clamping system will enable the use of quick change segmented tooling that only requires seconds to position the tooling in the ram and also the bottom tooling to be placed directly on the bending table. Utilizing quick change segmented tooling enables quick set-up times for each tooling setup. Utilizing an LED equipped tool positioning system makes it easy for the operators to position the tooling on the ram and table, which also speeds up the set-up process.
Speed and Accuracy with Programs
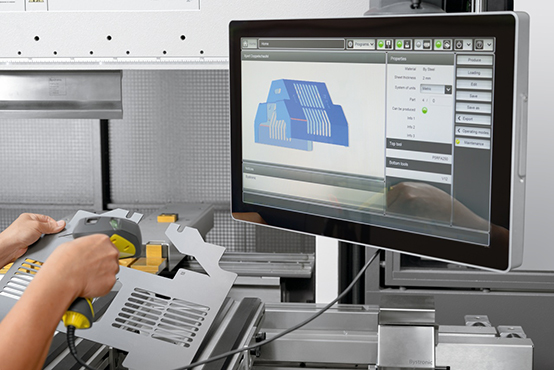
The correct loading of the program is critical; so utilizing a bar code reader to load the correct program into the control is essential. The bar code can be located directly on the job tracking software sheet or laser etched onto the part itself. This ensures not only the quick loading of the program but also ensures that the correct program has been loaded. The control will need to be network capable and also able to accept a bar code scanner as an input device to load programs.
Final Analysis
If your current press brakes and bending software are not capable of implementing the aforementioned improvements, it may be time to change your press brakes. Most new press brakes have much faster ram bending speeds, and back gauge axis speeds to complement the latest tooling and control features, that can bring your bending operations to higher levels of productivity.
By Frank Arteaga, Head of Product Marketing, NAFTA Region
Bystronic Inc., Elgin, IL – Voice.bystronic@bystronic.com